半岛彩票入口
Global supplier of film equipment— 半岛彩票登陆 —
半岛彩票:东能伺服在涂布机上的应用
涂布机是根据国外同类产品的技术指针,经改进设计制造而成,适用于丝网印刷行业、电子线路板行业的大面积、高精度、高密度、网版感旋光性乳剂的涂布,克服了手工涂布技术不稳定,涂布不均匀等现象,确保每次乳剂均匀的一致性。涂布机是为适应货物集装化储存、运输及机械化装卸作业的包装要求,设计制造了托盘式涂布机、压顶式阻拉型涂布机、预拉型自动薄膜涂布机系列产品,广泛使用与外贸出口、食品饮料、制灌、造纸、染料、塑胶化工、玻璃陶瓷、机电铸件等产品的集装成本,提高生产效率,又能防止货物在搬运过程的损坏,并起到防尘,防潮及保洁作用。
涂布机的工作流程:将成卷的基材,如:纸张、布匹、皮革、铝箔、塑料薄膜等,涂上一层特定功能的胶、涂料或油墨等,并烘干后收卷。自动涂布机的工作原理:用于网印制版的自动涂布机的工作原理是相同的,但其性能根据不同的机型及不同的生产厂家而不同。丝网涂布机在垂直的机架上都设有能夹紧网框的装置。丝网区的前后是水平的涂布机构,这个涂布机构由涂布槽,以及控制涂布槽角度和压力的机械部件或气动部件组成涂布前,将清洁的,绷好网的网版从涂布机前面装入,有的机型也可从侧面装入网版。在为大幅面网框设计的机型中,侧面装版更为常见 ,因为网框大且笨重,侧面装版,可使抬升量和搬动量小一些 。在自动丝网涂布机与其他自动丝网处理设备(如清洁设备、 再生设备、干燥装置和显影机)联机运行时,从侧面装版更为 便利。不管网版是如何装上的,一旦网版处于正确的位置,气动夹紧装置或机械式夹 紧装置即闭合,将网版锁定。为了操作更为方便,许多机型都有脚踏板控制版夹动作,操作人员可以腾出双手来控制网版。安装完网版,向自动涂布机灌入相应的感光乳剂后,即可开始涂布。根据控制系统和设备所具有的功能,设备可同时对丝网的两面进行涂布。涂布方式有两种,一是通过多次湿压湿的操作在丝网上涂布感光乳剂;或是在每次涂布之后加上干燥的过程。在材料表面上定量涂布粘合剂或涂料等液体(或熔体)高分子材料的机械。
涂布机主要由控制程序、传动系统、成全装置、成圈路数、集圈装置等组成。涂布机在垂直的机架上都设有能夹紧网框的装置。丝网区的前后是水平的涂布机构,这个涂布机构由涂布槽,以及控制涂布槽角度和压力的机械部件或气动部件组成。涂布机构两端装在涂布机的垂直支撑臂上,通过皮带、链条或电缆的传动,使涂布机构上下运动,沿丝网的表面涂布。传动机构连接在伺服电机上,使其操作平稳,并能够精确控制涂布机构的位置。
其中Ppulse :电机每转脉冲数,指电机旋转一圈电机反馈元件反馈的的脉冲数(脉冲/圈)。如2500线的增量式编码器,其反馈到驱动器的脉冲数为2500×4=10000;
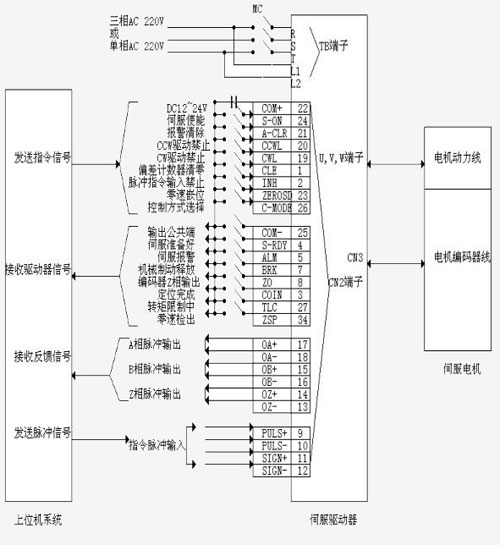
A、正确接好电机动力线(U、V、W、PE),编码器线),电源线、R、S、T),根据要求接好上位机控制线);
B、低速空载运行一下电机,看电机方向和上位机接收的AB信号是否正确(可通过调节PA26、PA27参数来改变电机方向);
D、完成上述步骤后,再运行一下电机,看电机声音是否正常,电机刚性是否满足以及响应时间;(可通过调节:位置环参数PA11、PA12、PA13;速度环参数PA14、PA15;电流环参数PA38,PA41)。
E、调节后试做一样品看是否满足要求,样品不是很满意时可重复D步骤,直到加工出的样品满足要求。
A、接动力线(U、V、W)时,一定要一一对应接到U、V、W端子上。不能通过改变U、V、W相序来改变电机方向,可通过调节参数来该变电机方向。
C、布线一定要合理,交直流电源要严格分开,控制线要与电机动力线)、结果:经过客户的试用,加工出来的产品都符合客户需求,各项指标都达到要求,同时还提高了生产效率。
排除方法:检查电机动力线(U、V、W)相序是否接错,查看驱动器PA9(电机型号选择)是否设置正确。
排除方法:查看控制线)中的信号线是否接错,查看伺服驱动器PA64看是否设置正确,驱动器内部使能(PA64=64),上位机使能(PA64=0)。
排除方法:过载保护,在机械没有卡住的情况下,看 PA48和PA81(过载倍数)是否设置过低,可以相对把PA48设置高些。
此涂布机充分结合了东能伺服EPS2系列的响应快,定位精确、整定时间短、运行平稳等优点。经过客户的使用,印刷出来的产品符合客户要求,各项指标都能很好满足要求。此设备向客户充分展示了东能伺服的优势,同时也提高了绕线机设备在市场上的竞争力。